

數(shù)字化時(shí)代引領(lǐng)機(jī)床全面數(shù)字化變革,在近幾十年,機(jī)加工工藝發(fā)生天翻地覆的變化,得益于設(shè)備全面數(shù)字化覆蓋。
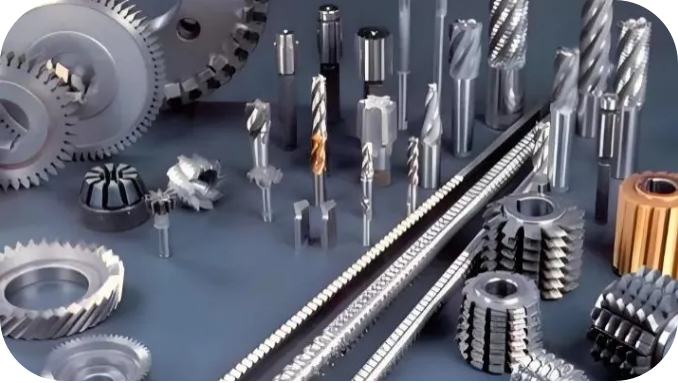
齒輪加工設(shè)備也是全面更新數(shù)字化,工藝也發(fā)生較大的變化,一些較有難度的產(chǎn)品進(jìn)行齒加工也相對容易起來,工藝變得相對的豐富,不完全統(tǒng)計(jì),如今加工齒輪的制造工藝方法不下20種,總結(jié)如下:
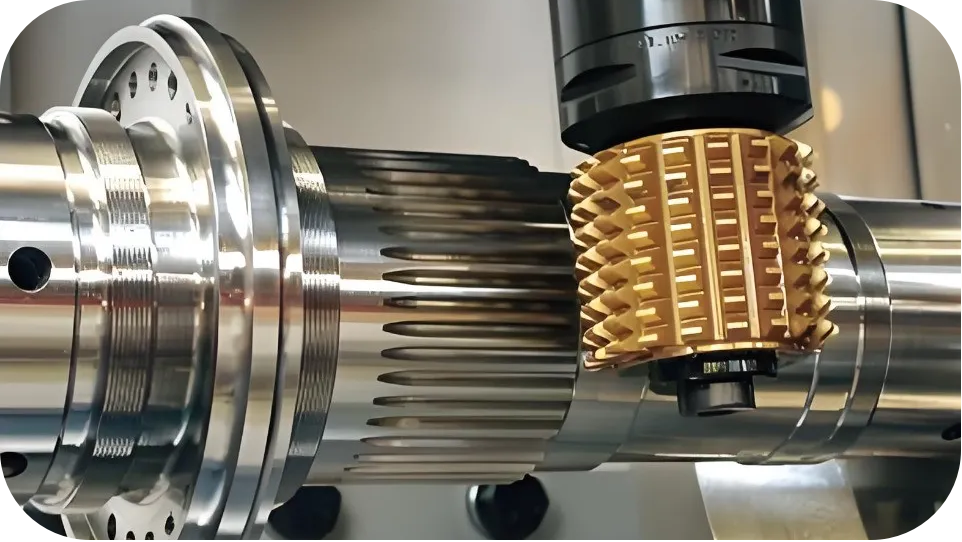
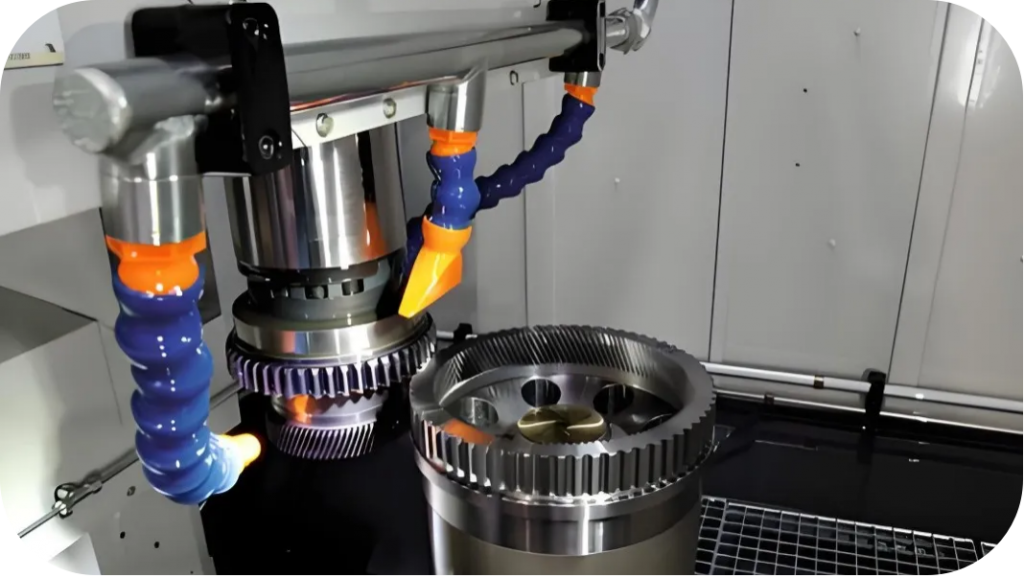
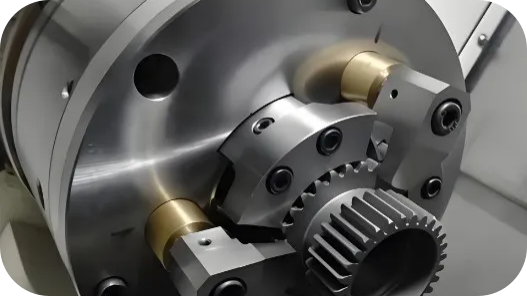
| 1.銑齒加工(區(qū)分標(biāo)準(zhǔn)銑刀與成型銑刀加工) | 2.滾齒加工(成型滾刀滾齒,主要是數(shù)控滾齒機(jī)及五軸車銑復(fù)合機(jī)完成) |
 |
 |
 |
 |
| 3.插齒加工(數(shù)控插床及成型插齒刀加工) | 4.剃齒加工(剃齒機(jī)及剃齒刀加工) |
 |
 |
 |
 |
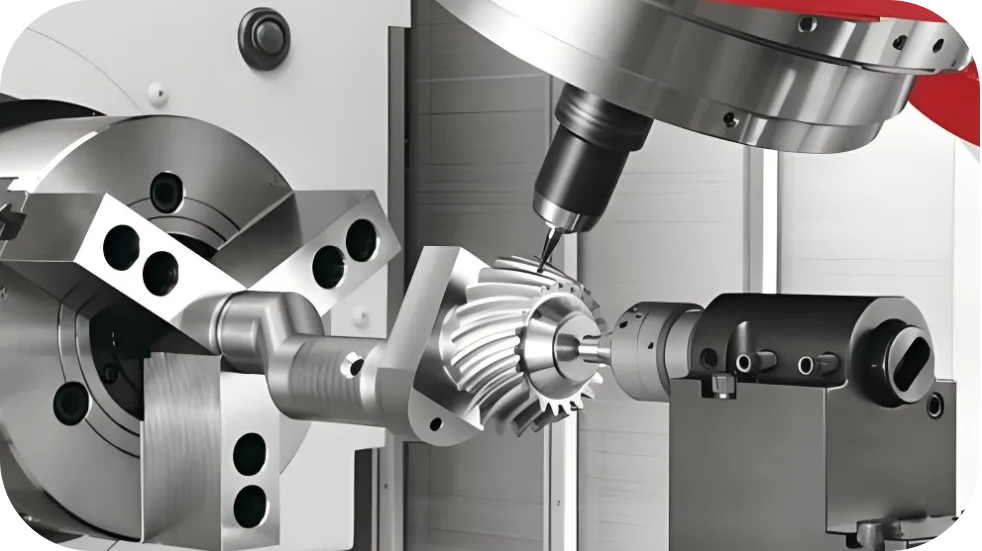
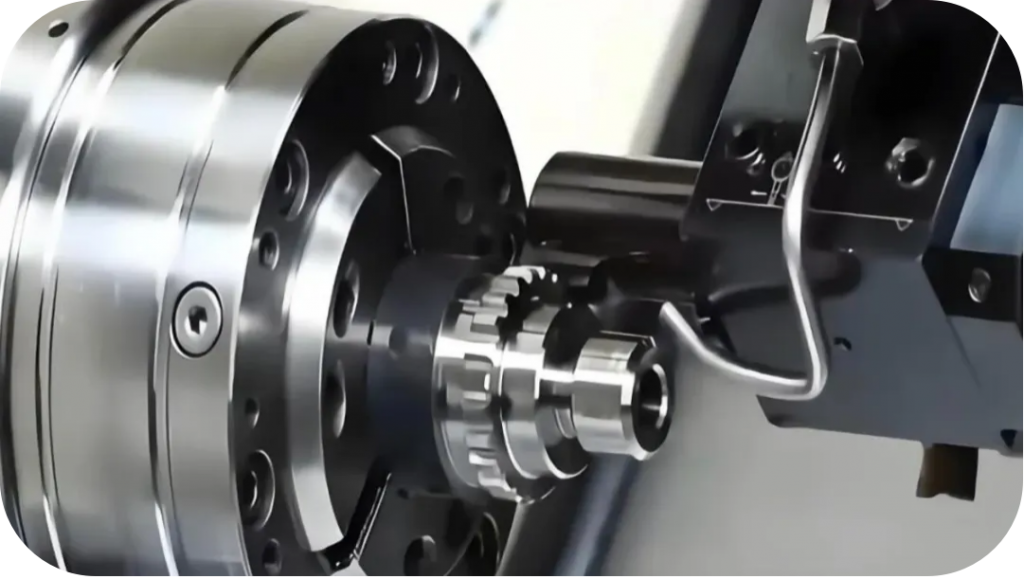
| 5.車齒加工?(五軸機(jī)床及專用車刀五軸加工) | 6.磨齒加工(數(shù)控磨齒機(jī)及成型砂輪磨削) |
 |
 |
 |
 |
| 7.珩磨加工(珩磨機(jī)床及珩磨刀具珩磨-超精密加工) | 8.線切割加工(線切割加工直齒輪) |
 |
 |
 |
 |
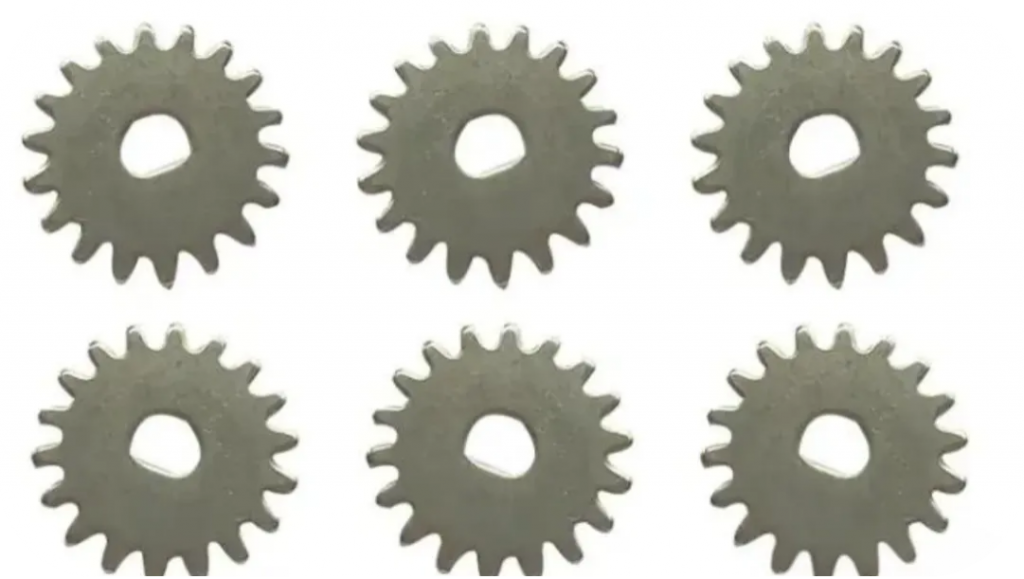
| 9.粉末合金制造 (模具壓制-加熱燒結(jié)-熱處理-后處理) | 10.水刀加工(數(shù)控水刀七個(gè)直齒齒輪)
|
 |
 |
 |
 |
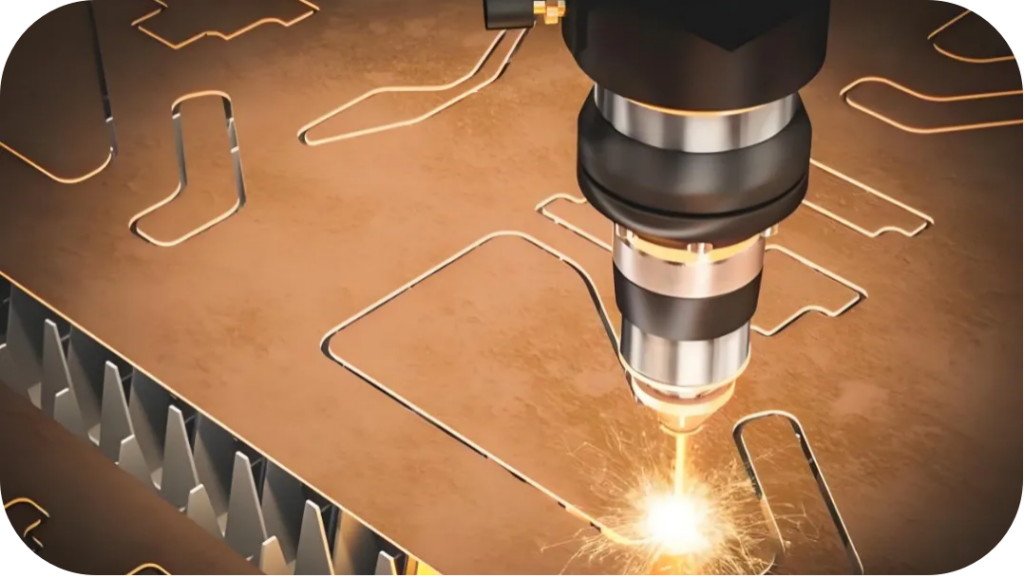
| 11.激光切割(數(shù)控激光切割機(jī)切割直齒齒輪) | 12.拉齒加工(數(shù)控拉床及內(nèi)花鍵加工) |
 |
 |
| 13.刨齒加工(刨床及成型刀刨齒) | 14.電化學(xué)加工(放電及化學(xué)電解加工) |
 |
 |
 |
 |
| 15.沖壓加工?(數(shù)控沖床模具沖壓直齒齒輪) | 16.旋壓加工(屬于冷擠壓的種類,有熱旋壓冷旋壓) |
 |
 |
 |
 |
| 17.梳齒 (梳齒機(jī)床及梳刀加工) | 18.銼齒(數(shù)控搓齒機(jī)及搓刀加工)適合大批量加工。 |
 |
 |
 |
 |
| 19.鑄造工藝(硅溶膠精密鑄造及翻砂鑄造等) | |
 |
 |
齒輪制造工藝梳理:
齒輪加工工藝過程介紹
齒輪加工工藝過程大致可分為以下幾個(gè)階段:
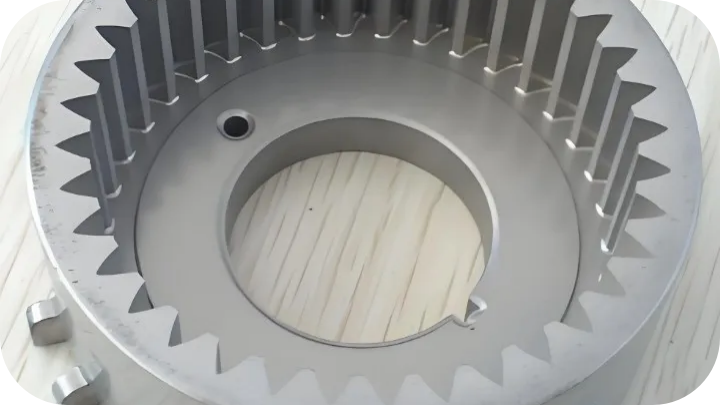
| 1、齒坯加工 | 經(jīng)過熱處理的毛坯進(jìn)入機(jī)械加工,這個(gè)階段主要是為下一階段加工齒形做準(zhǔn)備,主要是加工出基準(zhǔn),使齒的內(nèi)孔和端面的精度基本達(dá)到規(guī)定的技術(shù)要求。 |
| 2、齒形加工 | 這個(gè)階段主要是對齒輪的形狀進(jìn)行精加工,經(jīng)過這個(gè)階段就能加工出完全符合圖樣要求的齒輪來,必須在這個(gè)階段中加工出能滿足齒形的最后精加工所要求的齒形精度。 |
| 3、熱處理 | 如果不需要淬火,進(jìn)行齒形加工即可完成齒輪制造,需要淬火的齒輪主要是讓齒面達(dá)到規(guī)定的硬度要求。 |
| 4、齒形精加工 | 經(jīng)過淬火的齒輪通常需要進(jìn)行精加工處理,以修正齒輪經(jīng)過淬火后所引起的齒形變形,進(jìn)一步提高齒形精度和降低表面粗糙度,使之達(dá)到最終的精度要求。 |
| 5、齒端加工(后處理) | 齒輪的齒端加工有倒圓、倒尖、倒棱、去毛刺等處理,倒圓、倒尖后的齒輪,沿軸向滑動時(shí)容易進(jìn)入嚙合;倒棱可去除齒端的銳邊,防止齒輪傳動時(shí)銳邊易崩裂。 |
齒形有多種形式,其中以漸開線齒形最為常見。漸開線齒形常用的加工方法有兩大類,即成形法和展成法。
| 1 銑齒 | 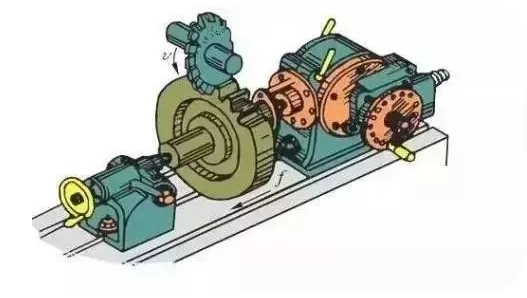 |
采用盤形模數(shù)銑刀或指狀銑刀銑齒屬于成形法加工,銑刀刀齒截面形狀與齒輪齒間形狀相對應(yīng)。此種方法加工效率和加工精度均較低,僅適用于單件小批生產(chǎn)。 |
| 2 成形磨齒 | 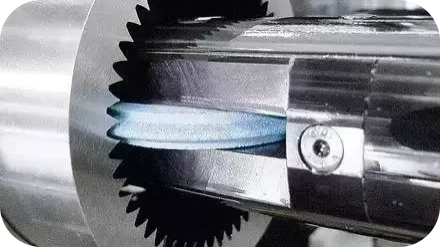 |
也屬于成形法加工,因砂輪不易修整,使用較少。 |
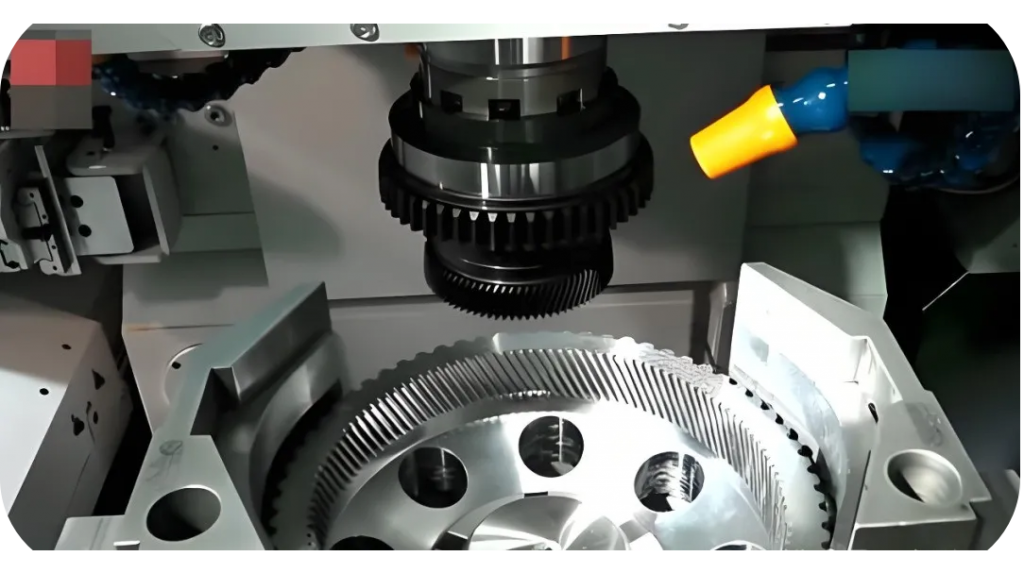
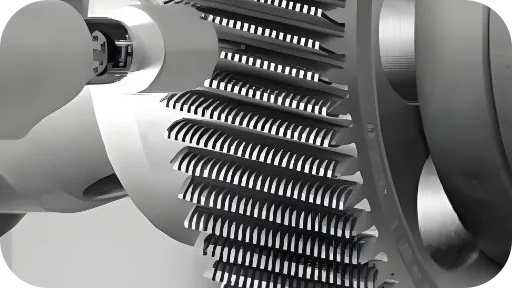
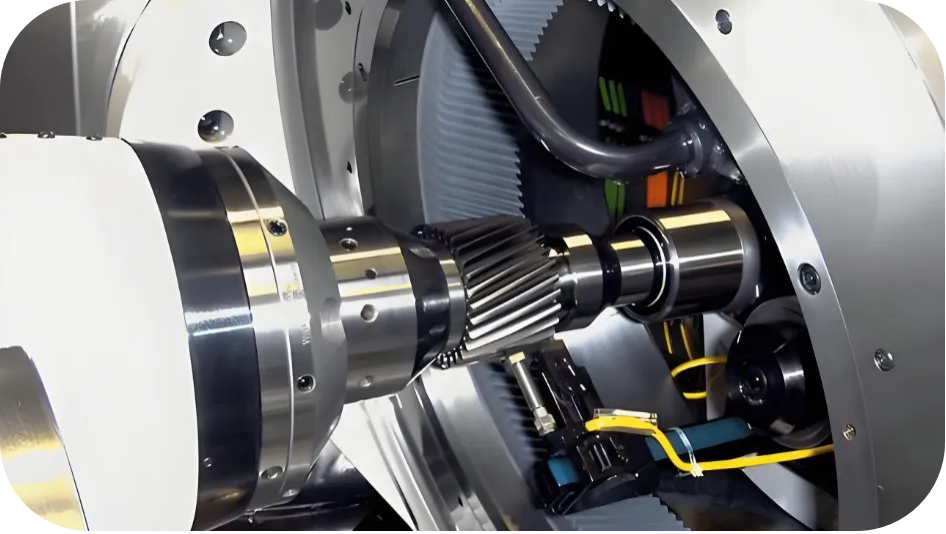
| 3 滾齒 |  |
屬于展成法加工,其工作原理相當(dāng)于一對螺旋齒輪嚙合。齒輪滾刀的原型是一個(gè)螺旋角很大的螺旋齒輪,因齒數(shù)很少(通常齒數(shù)z=1),牙齒很長,繞在軸上形成一個(gè)螺旋升角很小的蝸桿,再經(jīng)過開槽和鏟齒,便成為了具有切削刃和后角的滾刀。 |
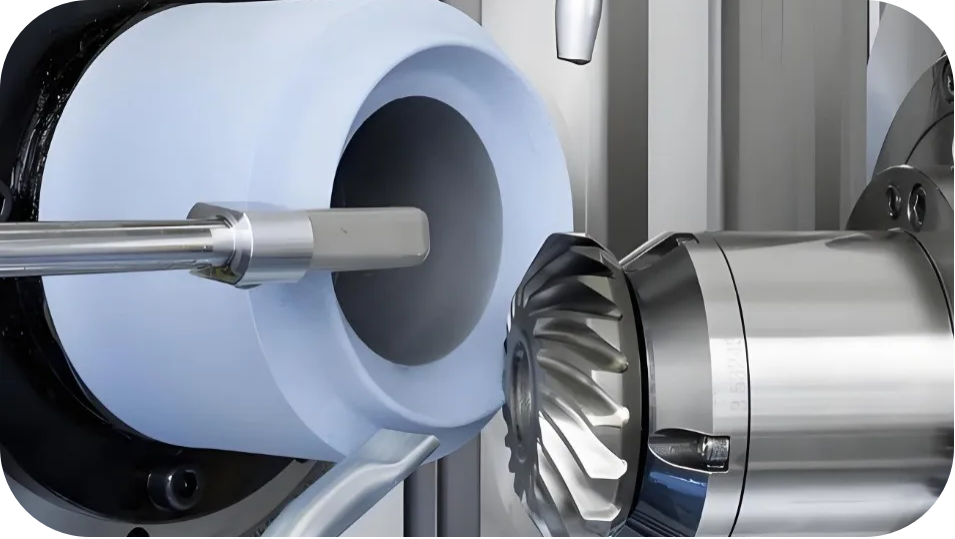
| 4 剃齒 |  |
在大批量生產(chǎn)中剃齒是非淬硬齒面常用的精加工方法。其工作原理是利用剃齒刀與被加工齒輪作自由嚙合運(yùn)動,借助于兩者之間的相對滑移,從齒面上剃下很細(xì)的切屑,以提高齒面的精度。剃齒還可形成鼓形齒,用以改善齒面接觸區(qū)位置。 |
| 5 插齒 |  |
插齒是除滾齒以外常用的一種利用展成法的切齒工藝。插齒時(shí),插齒刀與工件相當(dāng)于一對圓柱齒輪的嚙合。插齒刀的往復(fù)運(yùn)動是插齒的主運(yùn)動,而插齒刀與工件按一定比例關(guān)系所作的圓周運(yùn)動是插齒的進(jìn)給運(yùn)動。 |
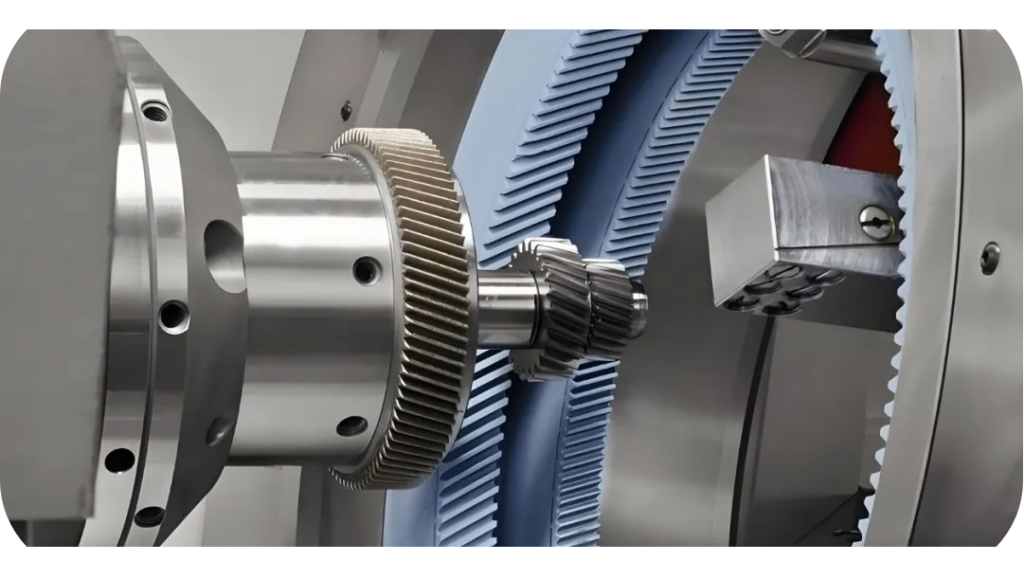
| 6 展成法磨齒 | 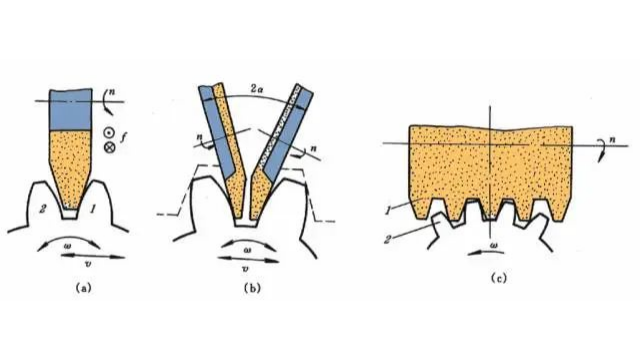 |
展成法磨齒的切削運(yùn)動與滾齒相似,是一種齒形精加工方法,特別是對于淬硬齒輪,往往是唯一的精加工方法。展成法磨齒可以采用蝸桿砂輪磨削,也可以采用錐形砂輪或碟形砂輪磨削。 |
| 7 珩齒 | 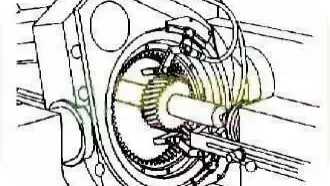 |
珩齒原理與剃齒相似,珩輪與工件類似于一對螺旋齒輪呈無側(cè)隙嚙合,利用嚙合處的相對滑動,并在齒面間施加一定的壓力來進(jìn)行珩齒。 |
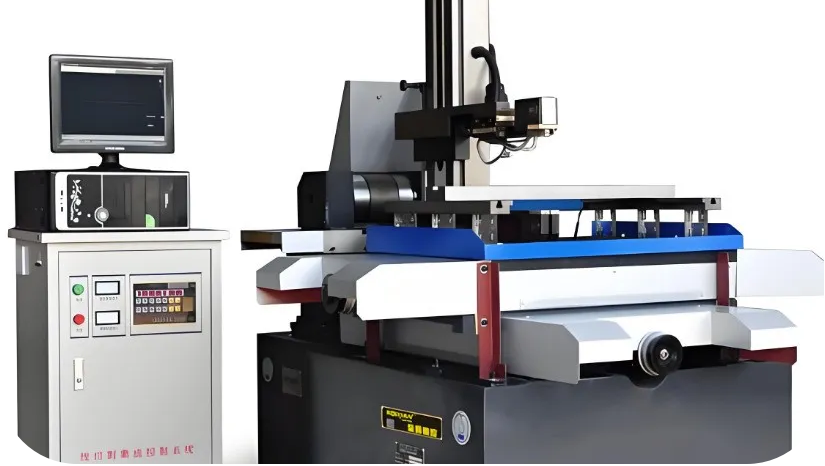
| 8 電火花線切割 | 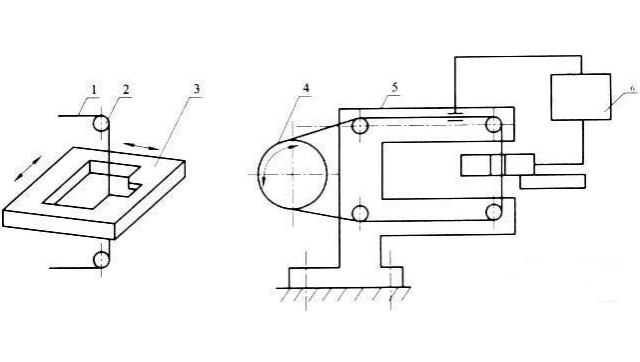 |
電火花線切割簡稱線切割。它是在電火花穿孔、成形加工的基礎(chǔ)上發(fā)展起來的。它不僅使電火花加工的應(yīng)用得到了發(fā)展,而且某些方面已取代了電火花穿孔、成形加工。 |
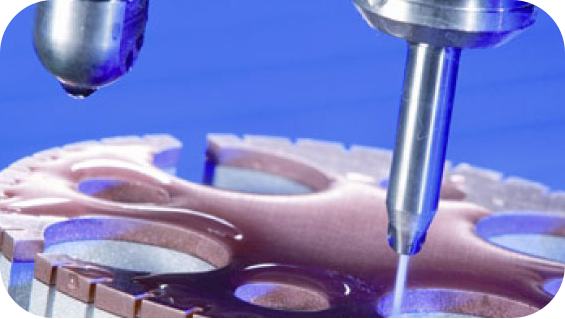
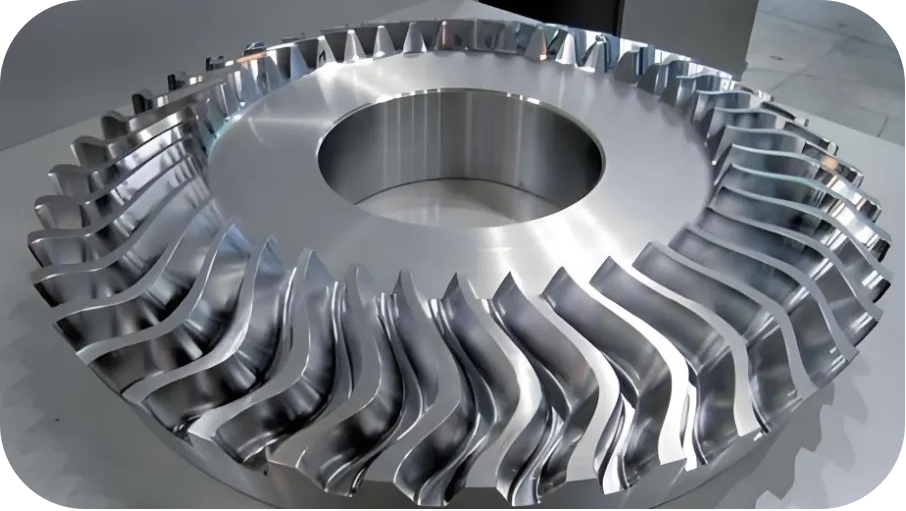
齒輪加工是一個(gè)極為復(fù)雜的過程,只有通過運(yùn)用正確的技術(shù),才能使高效生產(chǎn)成為可能,生產(chǎn)過程中的每個(gè)部分也都必須達(dá)到極為精確的尺寸。
如果您有齒輪加工機(jī)器的需求,歡迎來圖咨詢上海鞍提仕。我們有豐富的制造與運(yùn)用經(jīng)驗(yàn),能夠?yàn)槟闾峁I(yè)的技術(shù)支持。
關(guān)鍵詞:齒輪加工,車銑復(fù)合,電火花線切割
獲取所需的產(chǎn)品報(bào)價(jià)
給出詳細(xì)的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在 1 小時(shí)內(nèi)回復(fù)您,請注意查收您的電子郵件。